Page 95 - My FlipBook
P. 95
ARTI FICIAL DKNTURKS. 83
Annealing the Plate.—During the progress of swaging,
the plate should be frequently annealed, which is done by
bringing' it to a full red heat under the blow -pipe; the plate
is thus rendered more pliant and can be more readily and
perfectly forced into adaptation to the irregularities on the
face of the die.
It is better in all cases to have duplicate copies both of the
die and the No. 3 counter-die in reserve with which to com-
Fi(-,. 51. Fig. 52.
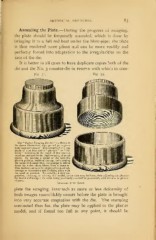
The " Parker Swaging Devise." as shown in
the above illustration. Figs. 51 and 52, is given
both open and closed. It is comprised of a cup
made of cast iron and a " plunger " or " fol-
lower " turned to fit the inside of the cup—an
excellent method for the final swaging of metal
plates. By placing a model or die with the
plate in position, inside of the cup, and covering
the same with small shot, the plunger is driven
down by a few sharp blows from a hammer.
This method can also be employed to good ad-
vantage in re-swaging and ill-fitting plate with
the teeth in position. By securing a new im-
pression, trimming, or carving the model, as the case may indicate, then adjusting the plate to
the model and swage ; the teeth being previously covered for protection, with the wax or plaster
of paris.
Swaging with Shot.
plete the swaging, inasmuch as more or less deformity of
both swages unavoidably occurs before the plate is brought
into very accurate coaptation with the die. The stamping
conducted thus far, the plate may be applied to the plaster
model, and if found too full at any point, it should be